千分尺的读数方法是什么?

千分尺的读数方法是用千分尺的测钻和微分筒来进行测零,微分筒灵活转动后读出千分尺的个位数字,四舍五入。需要注意千分尺的测钻应该是光滑平整,且微分筒能够灵活转动。然后是校零,保证微分筒前沿与横刻线对其,主轴刻度基线与微分筒的零刻线对齐。最后,将被测物放入其中,旋转棘轮至发出咔咔声时方可开始读数。
千分尺是一种用于测量加工精度要求较高的工件尺寸的精密量具,其测量精度可达到0.01mm,按照测量范围可以分为0~25mm、25~50mm、50~75mm、75~100mm、100~l25mm等多种。虽然千分尺的规格不同,但每一种千分尺的测量范围均为25mm。
读数时,先以微分筒的端面为准线,读出固定套管下刻度线的分度值(只读出以毫米为单位的整数),再以固定套管上的水平横线作为读数准线,读出可动刻度上的分度值,读数时应估读到最小刻度的十分之一,即0.001毫米。
如果微分筒的端面与固定刻度的下刻度线之间无上刻度线,测量结果即为下刻度线的数值加可动刻度的值;如微分筒端面与下刻度线之间有一条上刻度线,测量结果应为下刻度线的数值加上0.5毫米,再加上可动刻度的值。
有的千分尺的可动刻度分为100等分,螺距为1毫米,其固定刻度上不需要半毫米刻度,可动刻度的每一等分仍表示0.01毫米。有的千分尺,可动刻度为50等分,而固定刻度上无半毫米刻度,只能用眼进行估计。
千分尺的读数方法
1)先读整数。看微分左边固定套筒上有数字的刻线露出部分是多少,那么它即是测得零件尺寸的整数部分。
2)读小数。看微分筒的哪条刻线与固定套筒上的轴向刻线对齐。首先读出该读数,再看半刻度线(0.5mm刻线)是否露出,如果半刻度线没露出来,那么刚才读出的刻线读数即为小数;如果半刻度线露出来了,那么要加上0.5mm作为毫米小数(小数部分)。在读数时要注意,看0.5mm的刻线是否露出来,否则就会少读或多读0.5mm。
3)两次读数相加(把整数部分和小数部分相加)即为千分尺的读数。
图4-10a的读数:固定套筒露出的数值(整数部分)是5mm,微分筒刻线所对齐的数值是0.37mm,0.5mm刻线没露出来,所认读数是5mm+0.37mm=5.37mm。
图4-10b的读数:固定套筒露出的数值是5mm,微分筒刻线所对齐的数值是0.37mm,0.5mm刻线已露出来,所以读数是5mm+0.5mm+0.37mm=5.87mm
千分尺如何读数图解
图上A为测杆,它的活动部分加工成螺距为0.5mm的螺杆,当它在固定套管B的螺套中转动一周时,螺杆将前进或后退0.5毫米,螺套周边有50个分格。大于0.5毫米的部分由主尺上直接读出,不足0.5毫米的部分由活动套管周边的刻线去测量。所以用螺旋测微器测量长度时,读数也分为两步,即(1)从活动套管的前沿在固定套管的位置,读出主尺数(注意0.5毫米的短线是否露出)。(2)从固定套管上的横线所对活动套管上的分格数,读出不到一圈的小数,二者相加就是测量值。 螺旋测微器的尾端有一装置D,拧动D可使测杆移动,当测杆和被测物相接后的压力达到某一数值时,棘轮将滑动并有咔咔的响声,活动套管不再转动,测杆也停止前进,这时就可以读数了。 不夹被测物而使测杆和小砧E相接时,活动套管上的零线应当刚好和固定套管上的横线对齐。实际操作过程中,由于使用不当,初始状态多少和上述要求不符,即有一个不等于零的读数。所以,在测量时要先看有无零误差,如果有,则须在最后的读数上去掉零误差的数值。 编辑本段螺旋测微器原理和使用 螺旋测微器是依据螺旋放大的原理制成的,即螺杆在螺母中旋转一周,螺杆便沿着旋转轴线方向前进或后退一个螺距的距离。因此,沿轴线方向移动的微小距离,就能用圆周上的读数表示出来。螺旋测微器的精密螺纹的螺距是0.5mm,可动刻度有50个等分刻度,可动刻度旋转一周,测微螺杆可前进或后退0.5mm,因此旋转每个小分度,相当于测微螺杆前进或推后0.5/50=0.01mm。可见,可动刻度每一小分度表示0.01mm,所以以螺旋测微器可准确到0.01mm。由于还能再估读一位,可读到毫米的千分位,故又名千分尺。
求千分尺的使用图文解说 谢谢!
外径千分尺
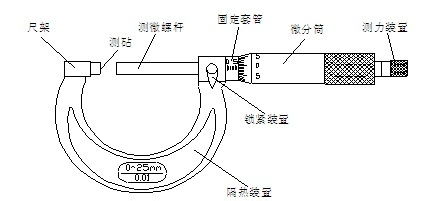
外径千分尺常简称为千分尺,它是比游标卡尺更精密的长度测量仪器,常见的一种如图2.4-1所示,它的量程是0-25毫米,分度值是0.01毫米。外径千分尺的结构由固定的尺架、测砧、测微螺杆、固定套管、微分筒、测力装置、锁紧装置等组成。固定套管上有一条水平线,这条线上、下各有一列间距为1毫米的刻度线,上面的刻度线恰好在下面二相邻刻度线中间。微分筒上的刻度线是将圆周分为50等分的水平线,它是旋转运动的。
根据螺旋运动原理,当微分筒(又称可动刻度筒)旋转一周时,测微螺杆前进或后退一个螺距——0.5毫米。这样,当微分筒旋转一个分度后,它转过了1/50周,这时螺杆沿轴线移动了1/50×0.5毫米=0.01毫米,因此,使用千分尺可以准确读出0.01毫米的数值。
外径千分尺的零位校准
使用千分尺时先要检查其零位是否校准,因此先松开锁紧装置,清除油污,特别是测砧与测微螺杆间接触面要清洗干净。检查微分筒的端面是否与固定套管上的零刻度线重合,若不重合应先旋转旋钮,直至螺杆要接近测砧时,旋转测力装置,当螺杆刚好与测砧接触时会听到喀喀声,这时停止转动。如两零线仍不重合(两零线重合的标志是:微分筒的端面与固定刻度的零线重合,且可动刻度的零线与固定刻度的水平横线重合),可将固定套管上的小螺丝松动,用专用扳手调节套管的位置,使两零线对齐,再把小螺丝拧紧。不同厂家生产的千分尺的调零方法不一样,这里仅是其中一种调零的方法。
检查千分尺零位是否校准时,要使螺杆和测砧接触,偶而会发生向后旋转测力装置两者不分离的情形。这时可用左手手心用力顶住尺架上测砧的左侧,右手手心顶住测力装置,再用手指沿逆时针方向旋转旋钮,可以使螺杆和测砧分开。
外径千分尺的读数
读数时,先以微分筒的端面为准线,读出固定套管下刻度线的分度值(只读出以毫米为单位的整数),再以固定套管上的水平横线作为读数准线,读出可动刻度上的分度值,读数时应估读到最小刻度的十分之一,即0.001毫米。如果微分筒的端面与固定刻度的下刻度线之间无上刻度线,测量结果即为下刻度线的数值加可动刻度的值;如微分筒端面与下刻度线之间有一条上刻度线,测量结果应为下刻度线的数值加上0.5毫米,再加上可动刻度的值,如图2.4-2读数为8.384毫米,图2.4-3读数为7.923毫米。
有的千分尺的可动刻度分为100等分,螺距为1毫米,其固定刻度上不需要半毫米刻度,可动刻度的每一等分仍表示0.01毫米。有的千分尺,可动刻度为50等分,而固定刻度上无半毫米刻度,只能用眼进行估计。对于已消除零误差的千分尺,当微分筒的前端面恰好在固定刻度下刻度线的两线中间时,若可动刻度的读数在40-50之间,则其前沿未超过0.5毫米,固定刻度读数不必加0.5毫米;若可动刻度上的读数在0-10之间,则其前端已超过下刻度两相邻刻度线的一半,固定刻度数应加上0.5毫米。
外径千分尺的零误差的判定
校准好的千分尺,当测微螺杆与测砧接触后,可动刻度上的零线与固定刻度上的水平横线应该是对齐的,如图2.4-4甲所示。如果没有对齐,测量时就会产生系统误差——零误差。如无法消除零误差,则应考虑它们对读数的影响。若可动刻度的零线在水平横线上方,且第x条刻度线与横线对齐,即说明测量时的读数要比真实值小x.100毫米,这种零误差叫做负零误差,如图2.4-4乙所示,它的零误差为-0.03毫米;若可动刻度的零线在水平横线的下方,且第y条刻度线与横线对齐,则说明测量时的读数要比真实值大y.100毫米,这种零误差叫正零误差,如图2.4-4丙所示,它的零误差为+0.05毫米。
对于存在零误差的千分尺,测量结果应等于读数减去零误差,即物体长度=固定刻度读数+可动刻度读数-零误差。
要有图的话点下面链接
http://www.aylj .康姆/cn/service_outsidemicrometer.htm
千分尺的使用方法?如何读数?
主尺精确到0.5mm
游标把0.5mm分成了50份
两部分相加就可以了
原创文章,作者:聚禄鼎,如若转载,请注明出处:https://www.xxso.cn/35902.html